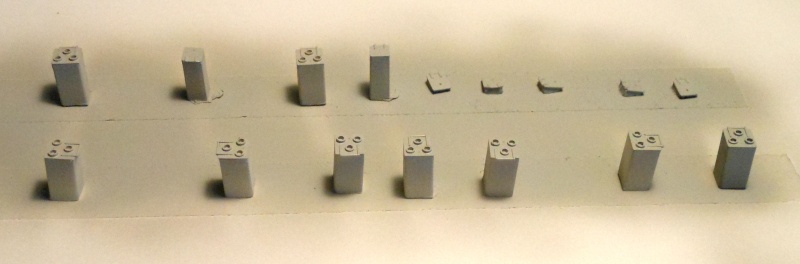
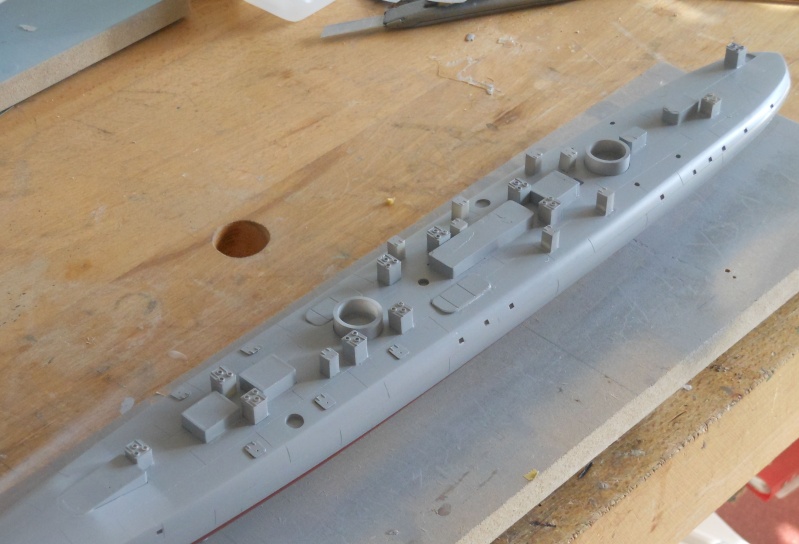
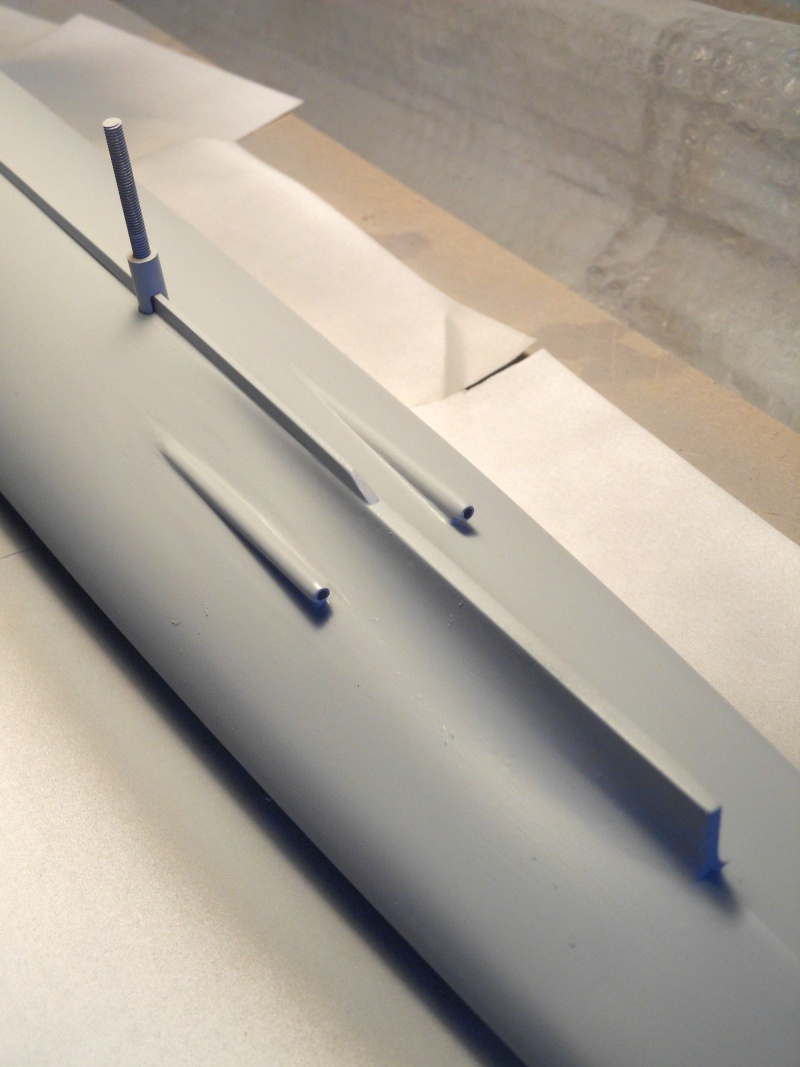
Le gros œuvre des cheminées étant terminé, il ne reste plus qu'à confectionner les accessoires manquants : tubes de vapeur soupapes , demi rond en partie haute, colliers de fixation et divers.

Les "pétouilles" sur la cheminée de gauche sont un résidu de colle d'un ruban adhésif (numérotation en vue du repérage des 4 cheminées).
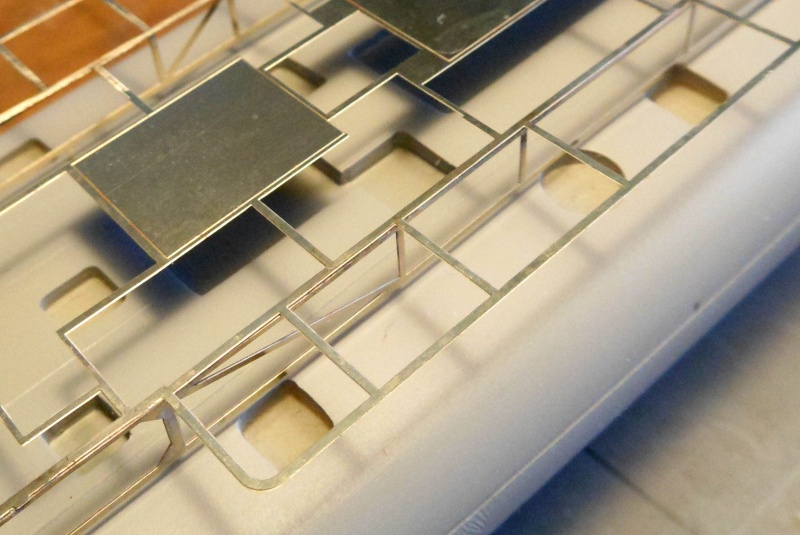
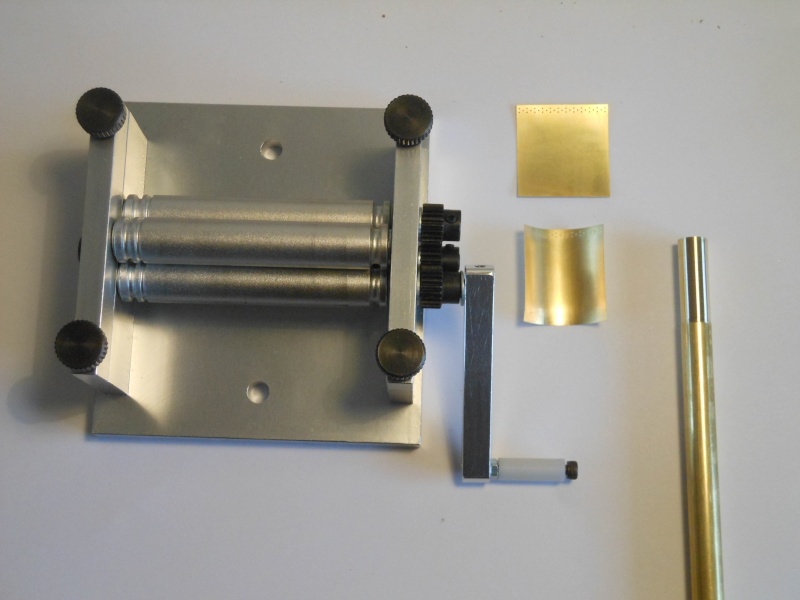
Pour faire du demi rond, prendre 2 fils de maillechort de 0,3 mm, les coller à l'époxy (en parallèle) et poncer (à la cale à poncer) jusqu'à supprimer une demi épaisseur.
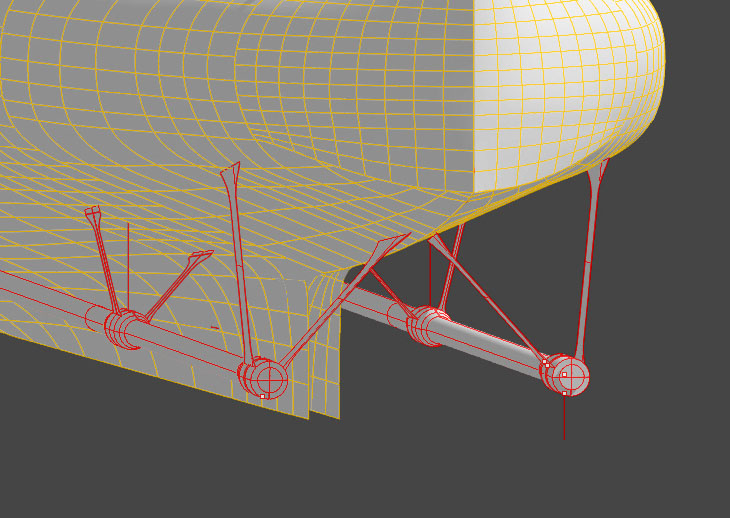
Les colliers de fixation du tube de vapeur soupape méritent que l'on s'y attarde quelques instants.
En effet, la tige fait 0.3 mm, soudée en perpendiculaire sur un tube de 0.8 mm.

Cette soudure ne peut en aucun cas être réalisée à l'étain, le congé de soudure ne serait visuellement pas acceptable et de plus sa résistance mécanique beaucoup trop faible (il en est de même pour les spécialistes du navigant qui soudent leurs rambardes à l'étain ; faute de résistance mécanique, tôt ou tard, lors d'une manipulation, cette soudure va s'arracher).
Il faut donc impérativement braser à l'argent.
BRASURE A L'ARGENT.Il y a peu de temps, ce simple vocable me donnait des boutons (je ne sais pas faire et je ne ferai pas !).
Pourtant, il a bien fallu que je m'y mette !
Afin de vous convaincre d'utiliser cette méthode (en fait, très simple lorsqu'on a bien compris le principe), d'abord, quelques chiffres :
- température de fusion du laiton : environ 900°
- température de fusion de l'argent (brasure : de 600 à 900° selon le type)
- température de flamme du chalumeau GRANDJEAN (gaz/oxygène) : environ 2 800°
- température de flamme du chalumeau PROXXON (gaz) : environ 1 300°
Par ailleurs, ce type de brasure comporte 2 impératifs :
- la température de flamme : on voit que ces 2 chalumeaux sont parfaitement compatibles,
- et surtout
le temps de chauffe ; pour souder des pièces de l'ordre de 1 mm d'épaisseur, avec le Grandjean (2800°), il faut compter en secondes (de 1 à 3 secondes environ) ; pour souder des pièces de 0,3 mm, celui se mesure alors en FRACTIONS de seconde !!! (1/10ème de seconde et la soudure ne prend pas - 2/10ème et la soudure est parfaite - 3/10éme et les pièces sont totalement fondues.
Pour ces petites pièces (barres de 0.3mm), j'utilise le Proxxon qui permet de mieux maitriser le temps de chauffe.
Dans l'ordre :
- bien préparer les surfaces en contact lors de la soudure (petit coup de lime)
- passer les pièces à souder à la laine d'acier (pour enlever l'oxydation toujours présente),
- petit bain d'acétone pour les dégraisser,
- déposer un filet de brasure (en seringue pour un meilleur dosage)
Approcher la flamme sur le partie la plus épaisse et dés que la soudure se liquéfie, enlever (très rapidement !) la flamme.
C'est fini.
En bref, pas beaucoup plus difficile qu'une soudure à l'étain mais beaucoup plus propre (pas de congé de soudure) et beaucoup plus solide.